
Careers
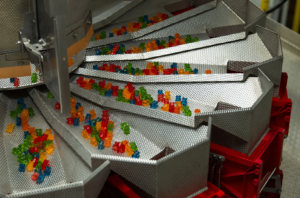
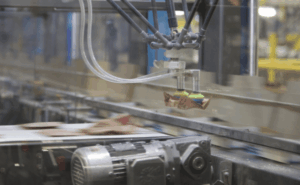
At CCB Packaging, you’ll have the opportunity to work with some of the latest automation technologies in the industry, gaining hands-on experience that can help grow your skills and career.


At CCB Packaging, we pride ourselves on being more than just a packaging company – we are a team of dedicated professionals who deliver high-quality packaging solutions through innovation, teamwork, and commitment to excellence.
With state-of-the-art automation, a fast-paced and safety first workplace, and a culture of respect, we support each other while producing packaging that meets the highest standards.
Hear from our employees

Tim B.
Rhonda W.
Competitive Pay
Enjoy competitive pay for skilled roles with opportunities to earn more based on experience.
Full Benefits
We offer a competitive benefits package which includes health, dental, 401(k), PTO, profit sharing & more.
Consistent Hours
With a local job and steady shifts you can count on, prioritize what matters most: your home life.

Who We’re Hiring
Forklift Operator
Team Leader
Maintenance Technician
Sanitation Technician
Part-Time Accountant





- 2nd shift
- High school diploma or GED required
- Experience preferred but not required
- Full-time
- 3rd shift
- Prior experience leading/managing a team
- 12-hour alternate schedule
- Night shift
- Minimum of 3 years experience
- Follow all company policies and procedures as they relate to food and associate safety practices.
- Ensure proper cleaning and sanitizing procedures are followed and that food safety programs are adhered to.
- Ensure accuracy of the Master Cleaning Schedule (MCS) designated tasks.
- Reconcile monthly bank statements, and transactions
- Distribute weekly invoices to customers
- Assist with processing and reporting weekly payroll for employees
Have a Question?
Reach out to our team.